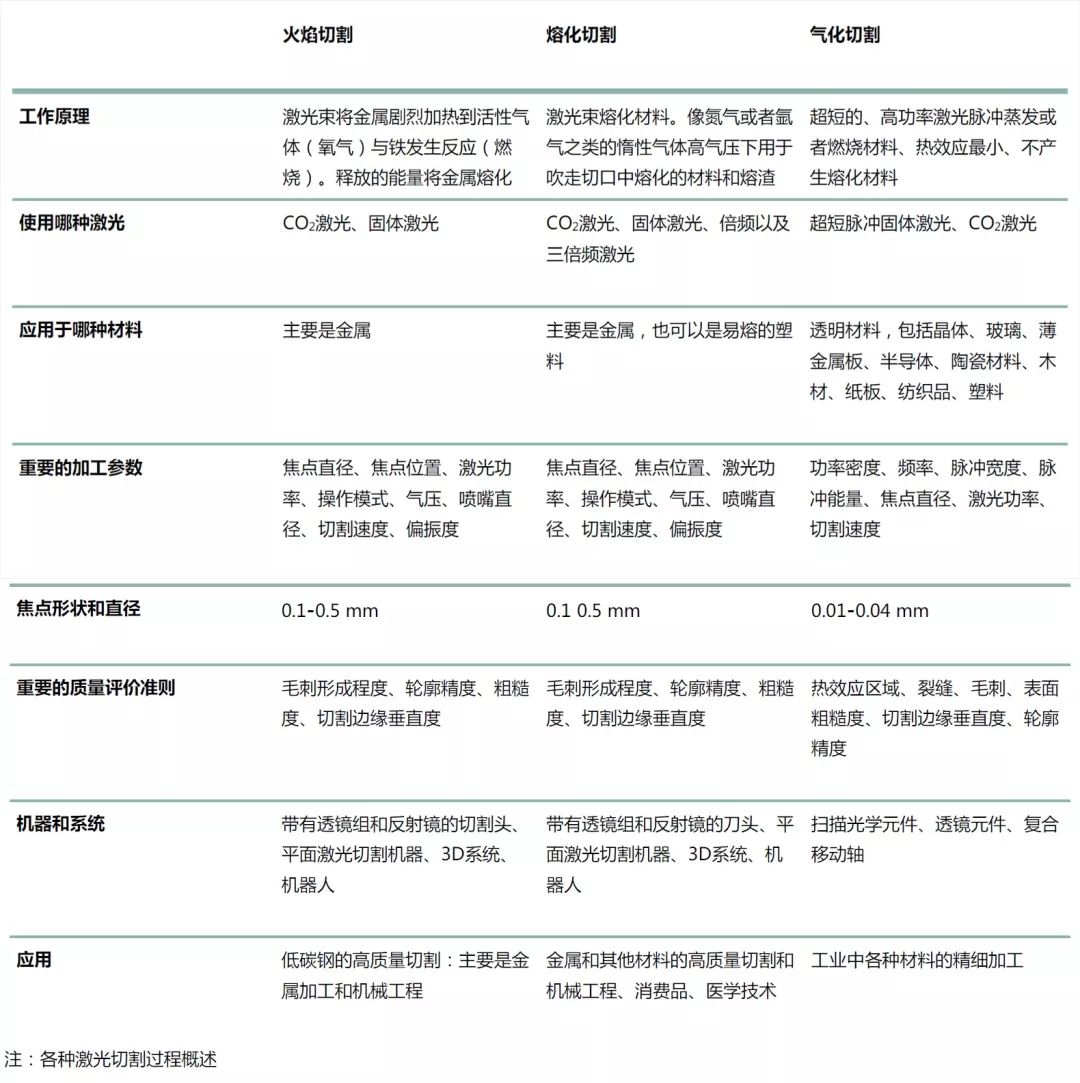
|
ж—©еңЁ20дё–зәӘ70е№ҙд»ЈпјҢжҝҖе…үе°ұиў«йҰ–ж¬Ўз”ЁдәҺеҲҮеүІгҖӮеңЁзҺ°д»Је·Ҙдёҡз”ҹдә§дёӯпјҢжҝҖе…үеҲҮеүІжӣҙиў«е№ҝжіӣеә”з”ЁдәҺй’ЈйҮ‘гҖҒеЎ‘ж–ҷгҖҒзҺ»з’ғгҖҒйҷ¶з“·гҖҒеҚҠеҜјдҪ“гҖҒзәәз»Үе“ҒгҖҒжңЁжқҗе’ҢзәёиҙЁзӯүжқҗж–ҷеҠ е·ҘгҖӮ
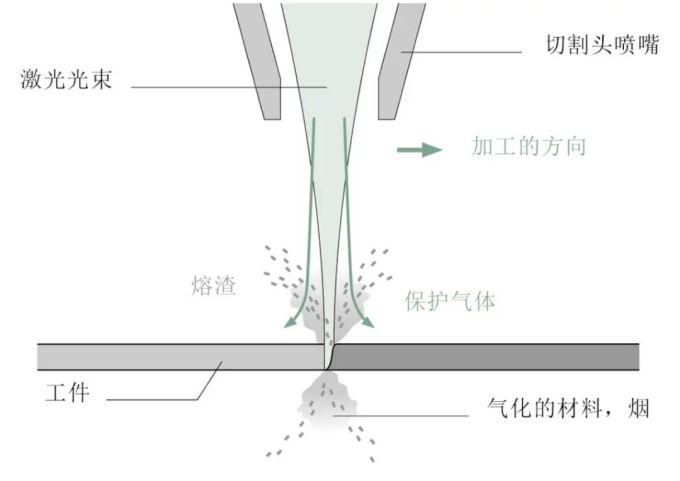
еҪ“иҒҡз„Ұзҡ„жҝҖе…үжқҹз…§еҲ°е·Ҙ件дёҠж—¶пјҢз…§е°„еҢәеҹҹдјҡжҖҘеү§еҚҮжё©д»ҘдҪҝжқҗж–ҷзҶ”еҢ–жҲ–иҖ…ж°”еҢ–гҖӮдёҖж—ҰжҝҖе…үжқҹз©ҝйҖҸе·Ҙ件пјҢеҲҮеүІиҝҮзЁӢе°ұејҖе§ӢдәҶпјҡжҝҖе…үжқҹжІҝзқҖиҪ®е»“зәҝ移еҠЁпјҢеҗҢж—¶е°Ҷжқҗж–ҷзҶ”еҢ–гҖӮйҖҡеёёдјҡз”ЁдёҖиӮЎе–·е°„ж°”жөҒе°ҶзҶ”иһҚзү©д»ҺеҲҮеҸЈеҗ№иө°пјҢеңЁеҲҮеүІйғЁеҲҶе’Ңжқҝжһ¶й—ҙз•ҷдёӢдёҖжқЎзӘ„зјқпјҢзӘ„зјқеҮ д№ҺдёҺиҒҡз„Ұзҡ„жҝҖе…үжқҹзӯүе®ҪгҖӮ
зҒ«з„°еҲҮеүІ
зҒ«з„°еҲҮеүІжҳҜеҲҮеүІдҪҺзўій’ўж—¶йҮҮз”Ёзҡ„дёҖз§Қж ҮеҮҶе·ҘиүәпјҢйҮҮз”Ёж°§ж°”дҪңдёәеҲҮеүІж°”дҪ“гҖӮж°§ж°”еҠ еҺӢеҲ°й«ҳиҫҫ6barеҗҺеҗ№иҝӣеҲҮеҸЈгҖӮеңЁйӮЈйҮҢпјҢиў«еҠ зғӯзҡ„йҮ‘еұһдёҺж°§ж°”еҸ‘з”ҹеҸҚеә”пјҡејҖе§ӢзҮғзғ§е’Ңж°§еҢ–гҖӮеҢ–еӯҰеҸҚеә”йҮҠж”ҫеӨ§йҮҸзҡ„иғҪйҮҸпјҲиҫҫеҲ°жҝҖе…үиғҪйҮҸзҡ„дә”еҖҚпјүиҫ…еҠ©жҝҖе…үжқҹиҝӣиЎҢеҲҮеүІгҖӮ
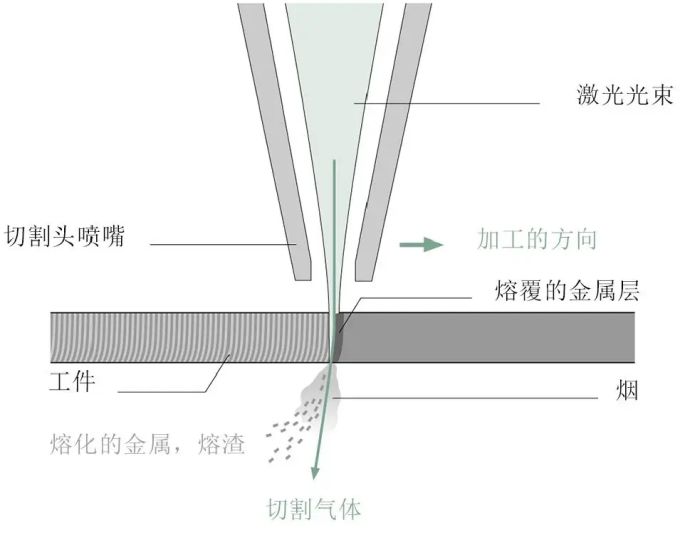
еӣҫ1 жҝҖе…үжқҹзҶ”еҢ–е·Ҙ件пјҢеҲҮеүІж°”еҗ№иө°еҲҮеҸЈдёӯзҡ„зҶ”иһҚжқҗж–ҷе’ҢзҶ”жёЈ
зҶ”еҢ–еҲҮеүІ
зҶ”еҢ–еҲҮеүІжҳҜеҲҮеүІйҮ‘еұһж—¶дҪҝз”Ёзҡ„еҸҰдёҖз§Қж ҮеҮҶе·ҘиүәгҖӮд№ҹеҸҜд»Ҙз”ЁдәҺеҲҮеүІе…¶д»–еҸҜзҶ”жқҗж–ҷпјҢдҫӢеҰӮйҷ¶з“·гҖӮйҮҮз”Ёж°®ж°”жҲ–иҖ…ж°©ж°”дҪңдёәеҲҮеүІж°”пјҢж°”еҺӢ2~20barзҡ„ж°”дҪ“еҗ№иҝҮеҲҮеҸЈгҖӮж°©ж°”е’Ңж°®ж°”жҳҜжғ°жҖ§ж°”дҪ“пјҢиҝҷж„Ҹе‘ізқҖе®ғ们дёҚе’ҢеҲҮеҸЈдёӯзҡ„зҶ”еҢ–йҮ‘еұһеҸ‘з”ҹеҸҚеә”пјҢд»…д»…е°Ҷе®ғ们еҗ‘еә•йғЁеҗ№иө°гҖӮеҗҢж—¶пјҢжғ°жҖ§ж°”дҪ“еҸҜд»ҘдҝқжҠӨеҲҮеүІиҫ№зјҳдёҚиў«з©әж°”ж°§еҢ–гҖӮ
еҺӢзј©з©әж°”еҲҮеүІ
еҺӢзј©з©әж°”еҗҢж ·еҸҜд»Ҙз”ЁжқҘеҲҮеүІи–„жқҝгҖӮз©әж°”еҠ еҺӢеҲ°5~6barе°ұи¶ід»Ҙеҗ№иө°еҲҮеҸЈдёӯзҡ„зҶ”иһҚйҮ‘еұһгҖӮз”ұдәҺз©әж°”дёӯжҺҘиҝ‘80%йғҪжҳҜж°®ж°”пјҢеӣ жӯӨеҺӢзј©з©әж°”еҲҮеүІеҹәжң¬дёҠеұһдәҺзҶ”еҢ–еҲҮеүІгҖӮ
зӯүзҰ»еӯҗдҪ“иҫ…еҠ©еҲҮеүІ
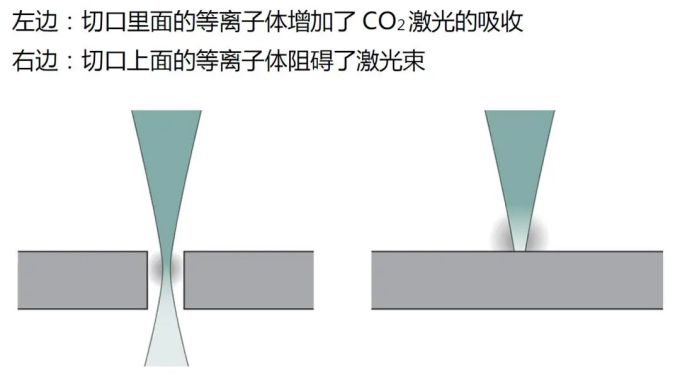
еҰӮжһңеҸӮж•°йҖүжӢ©жҒ°еҪ“пјҢзӯүзҰ»еӯҗдҪ“иҫ…еҠ©зҶ”еҢ–еҲҮеүІеҲҮеҸЈдёӯдјҡеҮәзҺ°зӯүзҰ»еӯҗдҪ“дә‘гҖӮзӯүзҰ»еӯҗдҪ“дә‘з”ұз”өзҰ»зҡ„йҮ‘еұһи’ёж°”е’Ңз”өзҰ»зҡ„еҲҮеүІж°”з»„жҲҗгҖӮзӯүзҰ»еӯҗдҪ“дә‘еҗёж”¶CO2жҝҖе…үзҡ„иғҪйҮҸ并иҪ¬еҢ–иҝӣе·Ҙ件пјҢдҪҝжӣҙеӨҡзҡ„иғҪйҮҸиҖҰеҗҲеҲ°е·Ҙ件пјҢжқҗж–ҷдјҡжӣҙеҝ«зҶ”еҢ–пјҢд»ҺиҖҢдҪҝеҲҮеүІйҖҹеәҰжӣҙеҝ«гҖӮеӣ жӯӨпјҢиҝҷз§ҚеҲҮеүІиҝҮзЁӢд№ҹеҸ«й«ҳйҖҹзӯүзҰ»еӯҗдҪ“еҲҮеүІгҖӮ
зӯүзҰ»еӯҗдҪ“дә‘дәӢе®һдёҠзӣёеҜ№дәҺеӣәдҪ“жҝҖе…үжҳҜйҖҸжҳҺзҡ„пјҢеӣ жӯӨзӯүзҰ»еӯҗдҪ“иҫ…еҠ©зҶ”еҢ–еҲҮеүІеҸӘиғҪдҪҝз”Ё CO2жҝҖе…үгҖӮ
ж°”еҢ–еҲҮеүІ
ж°”еҢ–еҲҮеүІе°Ҷжқҗж–ҷи’ёеҸ‘пјҢе°ҪеҸҜиғҪеҮҸе°ҸдәҶеҜ№е‘Ёеӣҙжқҗж–ҷзҡ„зғӯж•Ҳеә”еҪұе“ҚгҖӮйҮҮз”Ёиҝһз»ӯCO2жҝҖе…үеҠ е·Ҙи’ёеҸ‘дҪҺзғӯйҮҸгҖҒй«ҳеҗёж”¶зҡ„жқҗж–ҷе°ұеҸҜд»ҘиҫҫеҲ°дёҠиҝ°ж•ҲжһңпјҢдҫӢеҰӮи–„зҡ„еЎ‘ж–ҷи–„иҶңд»ҘеҸҠжңЁжқҗгҖҒзәёгҖҒжіЎжІ«зӯүдёҚзҶ”еҢ–зҡ„жқҗж–ҷгҖӮ
и¶…зҹӯи„үеҶІжҝҖе…үдҪҝиҝҷйЎ№жҠҖжңҜеҸҜд»Ҙеә”з”ЁдәҺе…¶д»–жқҗж–ҷгҖӮйҮ‘еұһдёӯзҡ„иҮӘз”ұз”өеӯҗеҗёж”¶жҝҖе…ү并еү§зғҲеҚҮжё©гҖӮжҝҖе…үи„үеҶІдёҚдёҺзҶ”иһҚзҡ„зІ’еӯҗе’ҢзӯүзҰ»еӯҗдҪ“еҸҚеә”пјҢжқҗж–ҷзӣҙжҺҘеҚҮеҚҺпјҢжІЎжңүж—¶й—ҙе°ҶиғҪйҮҸд»ҘзғӯйҮҸзҡ„еҪўејҸдј з»ҷе‘Ёеӣҙжқҗж–ҷгҖӮзҡ®з§’и„үеҶІзғ§иҡҖжқҗж–ҷж—¶жІЎжңүжҳҺжҳҫзҡ„зғӯж•Ҳеә”пјҢжІЎжңүзҶ”еҢ–е’ҢжҜӣеҲәеҪўжҲҗгҖӮ
еӣҫ3 ж°”еҢ–еҲҮеүІпјҡжҝҖе…үдҪҝжқҗж–ҷи’ёеҸ‘пјҢзҮғзғ§гҖӮи’ёж°”зҡ„еҺӢејәдҪҝзҶ”жёЈд»ҺеҲҮеҸЈжҺ’еҮә
еҸӮж•°пјҡи°ғж•ҙеҠ е·ҘиҝҮзЁӢ
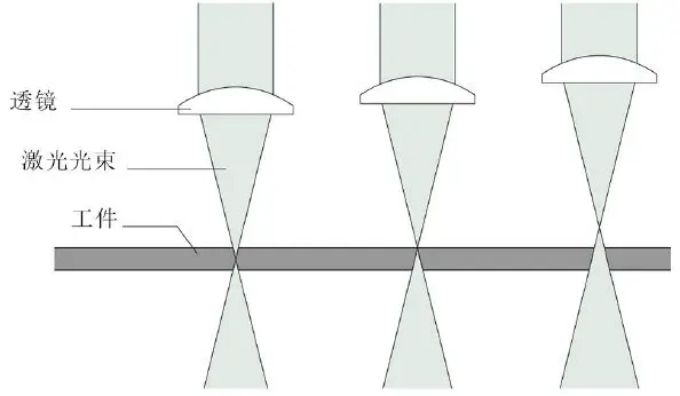
и®ёеӨҡеҸӮж•°еҪұе“ҚжҝҖе…үеҲҮеүІиҝҮзЁӢпјҢе…¶дёӯдёҖдәӣеҸ–еҶідәҺжҝҖе…үеҷЁе’ҢжңәеәҠзҡ„жҠҖжңҜжҖ§иғҪпјҢиҖҢеҸҰдёҖдәӣжҳҜеҸҳеҢ–зҡ„гҖӮеҒҸжҢҜеәҰиЎЁжҳҺеӨҡе°‘зҷҫеҲҶжҜ”зҡ„жҝҖе…үиў«иҪ¬жҚўгҖӮе…ёеһӢзҡ„еҒҸжҢҜеәҰдёҖиҲ¬еңЁ90%е·ҰеҸігҖӮиҝҷеҜ№дәҺй«ҳиҙЁйҮҸзҡ„еҲҮеүІе·Із»Ҹи¶іеӨҹдәҶгҖӮз„ҰзӮ№зӣҙеҫ„еҪұе“ҚеҲҮеҸЈе®ҪеәҰпјҢеҸҜд»ҘйҖҡиҝҮж”№еҸҳиҒҡз„Ұй•ңзҡ„з„Ұи·қж”№еҸҳз„ҰзӮ№зӣҙеҫ„гҖӮжӣҙе°Ҹзҡ„з„ҰзӮ№зӣҙеҫ„ж„Ҹе‘ізқҖжӣҙзӘ„зҡ„еҲҮеҸЈгҖӮз„ҰзӮ№дҪҚзҪ®еҶіе®ҡдәҶе·Ҙ件表йқўдёҠзҡ„е…үжқҹзӣҙеҫ„е’ҢеҠҹзҺҮеҜҶеәҰд»ҘеҸҠеҲҮеҸЈзҡ„еҪўзҠ¶гҖӮ
еӣҫ4 з„ҰзӮ№дҪҚзҪ®пјҡе·Ҙ件еҶ…йғЁпјҢе·Ҙ件表йқўе’Ңе·Ҙ件дёҠж–№жҝҖе…үеҠҹзҺҮеә”е’ҢеҠ е·Ҙзұ»еһӢгҖҒжқҗж–ҷз§Қзұ»е’ҢеҺҡеәҰзӣёеҢ№й…ҚгҖӮеҠҹзҺҮеҝ…йЎ»и¶іеӨҹй«ҳд»ҘиҮідәҺе·Ҙ件дёҠзҡ„еҠҹзҺҮеҜҶеәҰи¶…еҮәеҠ е·ҘйҳҲеҖјгҖӮ
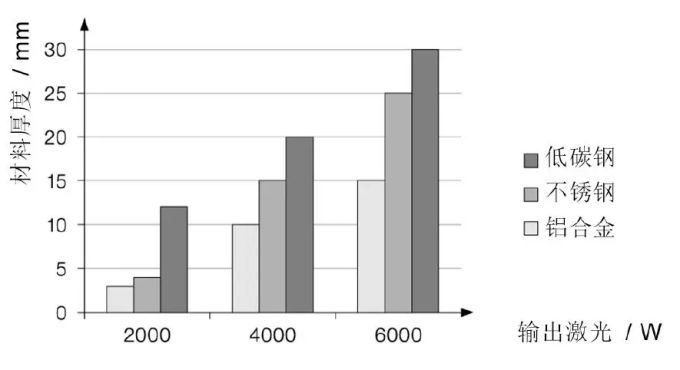
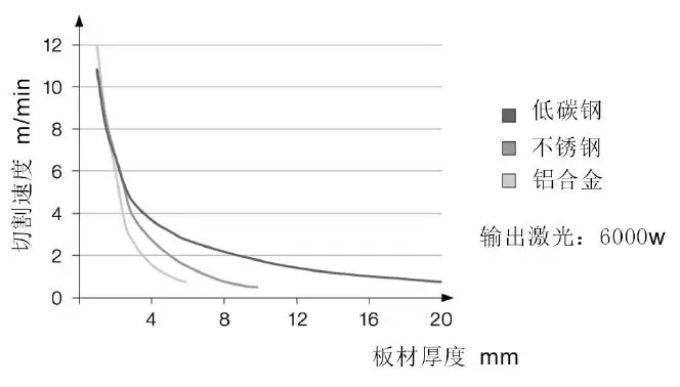
еӣҫ5 жӣҙй«ҳзҡ„жҝҖе…үеҠҹзҺҮеҸҜд»ҘеҲҮеүІжӣҙеҺҡзҡ„жқҗж–ҷиҝһз»ӯжЁЎејҸдё»иҰҒз”ЁдәҺеҲҮеүІжҜ«зұіеҲ°еҺҳзұіе°әеҜёзҡ„йҮ‘еұһе’ҢеЎ‘ж–ҷзҡ„ж ҮеҮҶиҪ®е»“гҖӮиҖҢдёәдәҶзҶ”еҢ–з©ҝеӯ”жҲ–иҖ…дә§з”ҹзІҫеҜҶзҡ„иҪ®е»“пјҢеҲҷйҮҮз”ЁдҪҺйў‘зҡ„и„үеҶІжҝҖе…үгҖӮжҝҖе…үеҠҹзҺҮе’ҢеҲҮеүІйҖҹеәҰеҝ…йЎ»дә’зӣёеҢ№й…ҚгҖӮеӨӘеҝ«жҲ–иҖ…еӨӘж…ўзҡ„еҲҮеүІйҖҹеәҰйғҪдјҡеҜјиҮҙзІ—зіҷеәҰзҡ„еўһеҠ е’ҢжҜӣеҲәзҡ„еҪўжҲҗгҖӮ
еӣҫ6 еҲҮеүІйҖҹеәҰйҡҸзқҖжқҝжқҗеҺҡеәҰеўһеҠ иҖҢйҷҚдҪҺе–·еҳҙзҡ„зӣҙеҫ„еҶіе®ҡдәҶд»Һе–·еҳҙдёӯе–·еҮәзҡ„ж°”дҪ“жөҒйҮҸе’Ңж°”жөҒеҪўзҠ¶гҖӮжқҗж–ҷи¶ҠеҺҡпјҢж°”дҪ“е–·жөҒзҡ„зӣҙеҫ„д№ҹиҰҒи¶ҠеӨ§пјҢзӣёеә”ең°пјҢе–·еҳҙеҸЈзҡ„зӣҙеҫ„д№ҹиҰҒеўһеӨ§гҖӮж°§ж°”е’Ңж°®ж°”з»Ҹеёёз”ЁдҪңеҲҮеүІж°”дҪ“гҖӮж°”дҪ“зҡ„зәҜеәҰе’Ңж°”еҺӢеҪұе“ҚеҲҮеүІж•ҲжһңгҖӮйҮҮз”Ёж°§ж°”зҒ«з„°еҲҮеүІж—¶пјҢж°”дҪ“зәҜеәҰйңҖиҫҫеҲ°99.95%гҖӮй’ўжқҝи¶ҠеҺҡпјҢйҮҮз”Ёзҡ„ж°”дҪ“ж°”еҺӢи¶ҠдҪҺгҖӮйҮҮз”Ёж°®ж°”зҶ”еҢ–еҲҮеүІж—¶пјҢж°”дҪ“зәҜеәҰйңҖиҰҒиҫҫеҲ°99.995%пјҲзҗҶжғіжғ…еҶөжҳҜ99.999 %пјүпјҢзҶ”еҢ–еҲҮеүІеҺҡй’ўжқҝж—¶йңҖиҰҒжӣҙй«ҳзҡ„ж°”еҺӢгҖӮеңЁжҝҖе…үеҲҮеүІж—©жңҹпјҢдҪҝз”ЁиҖ…еҝ…йЎ»йҖҡиҝҮиҜ•иҝҗиҪ¬иҮӘиЎҢеҶіе®ҡеҠ е·ҘеҸӮж•°зҡ„и®ҫзҪ®гҖӮзҺ°еңЁпјҢжҲҗзҶҹзҡ„еҠ е·ҘеҸӮж•°иў«еӯҳеӮЁеңЁеҲҮеүІзі»з»ҹзҡ„жҺ§еҲ¶иЈ…зҪ®дёӯгҖӮеҜ№дәҺжҜҸдёҖз§Қжқҗж–ҷзұ»еһӢе’ҢеҺҡеәҰпјҢйғҪжңүеҜ№еә”зҡ„ж•°жҚ®гҖӮжҠҖжңҜеҸӮж•°иЎЁдҪҝеҫ—еҚідҪҝдёҚзҶҹжӮүиҝҷз§ҚжҠҖжңҜзҡ„дәәд№ҹиғҪйЎәеҲ©ж“ҚдҪңжҝҖе…үеҲҮеүІи®ҫеӨҮгҖӮ
жҝҖе…үеҲҮеүІиҙЁйҮҸиҜ„д»·еӣ зҙ
жңүи®ёеӨҡеҲӨе®ҡжҝҖе…үеҲҮеүІиҫ№зјҳиҙЁйҮҸзҡ„ж ҮеҮҶгҖӮеғҸжҜӣеҲәеҪўејҸгҖҒеҮ№йҷ·гҖҒзә№и·Ҝзӯүж ҮеҮҶеҸҜд»Ҙз”ЁиӮүзңјеҲӨе®ҡпјӣеһӮзӣҙеәҰгҖҒзІ—зіҷеәҰе’ҢеҲҮеҸЈе®ҪеәҰзӯүеҲҷйңҖиҰҒйҮҮз”Ёдё“з”Ёд»ӘеҷЁжқҘжөӢйҮҸгҖӮжқҗж–ҷжІүз§ҜпјҢи…җиҡҖпјҢзғӯеҪұе“ҚеҢәеҹҹе’ҢеҸҳеҪўд№ҹжҳҜиЎЎйҮҸжҝҖе…үеҲҮеүІиҙЁйҮҸзҡ„йҮҚиҰҒеӣ зҙ гҖӮ
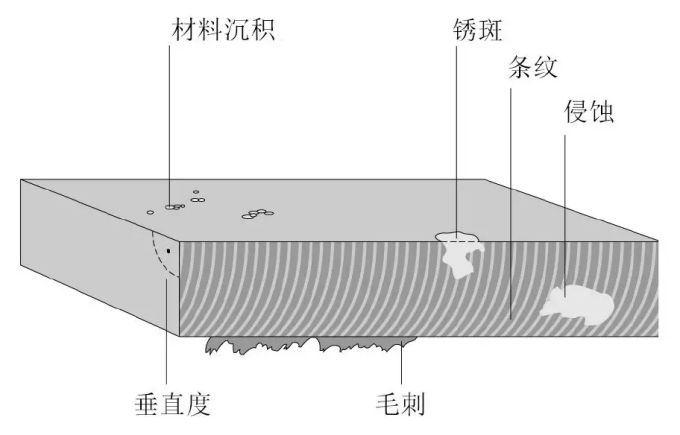
еӣҫ7 еҘҪзҡ„еҲҮеүІпјҢеқҸзҡ„еҲҮеүІгҖӮиҜ„д»·еҲҮеүІиҫ№зјҳиҙЁйҮҸзҡ„ж ҮеҮҶ
жҝҖе…үеҲҮеүІзҡ„жҢҒз»ӯжҲҗеҠҹпјҢжҳҜе…¶д»–еӨ§еӨҡж•°еҠ е·Ҙйҡҫд»ҘдјҒеҸҠзҡ„гҖӮиҝҷз§Қи¶ӢеҠҝд»ҠеӨ©д»ҚеңЁз»§з»ӯгҖӮеңЁжңӘжқҘпјҢжҝҖе…үеҲҮеүІзҡ„еә”з”ЁеүҚжҷҜд№ҹе°Ҷи¶ҠжқҘи¶Ҡе№ҝйҳ”гҖӮ |



 еҠ е…ҘзӨҫзҫӨ
еҠ е…ҘзӨҫзҫӨ

 е®ҳж–№еҫ®дҝЎ
е®ҳж–№еҫ®дҝЎ
























иҜ·еҸ‘иЎЁиҜ„и®ә