中国培育钻石行业门户网站
钻石查询(老版入口)English
中国超硬材料整整走过了60多年的历程,今天已经成为门类齐全、质量上乘、产量丰盈的世界级生产大国。说到超硬材料合成设备,不可争议的是,国产六面顶压机的发展成就了中国和世界人造金刚石行业的发展。由于发展之初 ...
|
中国超硬材料整整走过了60多年的历程,今天已经成为门类齐全、质量上乘、产量丰盈的世界级生产大国。说到超硬材料合成设备,不可争议的是,国产六面顶压机的发展成就了中国和世界人造金刚石行业的发展。由于发展之初科研人员就意识到扩大腔体能够带来产品质量和产量的提高,因此60多年来一直在压机装备的大型化、精密化及智能化方面进行相关研究,并取得了很大的进展。 研制阶段 1965年开始,中国的六面顶是Ф230 mm缸径专用压机,其主要特点是缸梁结构,铰链结合。在合成腔体仅为Ф10 mm的上世纪70年代初,开始了研究扩大腔体的可能,相继有了Ф12 mm,Ф(15~16)mm,Ф(18~20)mm等不同腔体出现,这时金刚石强度由18N提高到了100~110N。 在1976年左右,第一次突破“小压机”之框,实现了Ф(280~320)mm的“大压机”,这时合成腔体首次达Ф23 mm,后来该型压机稳定在了Ф(25~28)mm。这时单产可达10~15ct或以上,金刚石强度可达150~180N。 1990年开始了Ф(360~400~420~450~480)mm的各种压机的“大压机”,随着压机的逐步扩大,压机大型化的理念逐渐形成。这时顶锤为Ф(90~103)mm,合成腔体也逐步达到Ф(30~40)mm左右,顶锤和成本大幅度下降,单次产量达35-60ct,TI>70,TTI>50。 进展阶段 Ф(500~560~600~650)mm采用PLC加人机界面控制系统,优点是系统稳定性强、操作简单、可靠性高、工艺可自动跟踪;不足在于:PLC信号量受限制,对模拟量的处理数量和速度较差,合成历史储存量有限。 Ф(700~750~800)mm采用可编程PLC为主控件控制系统,可检验设计跟踪程序,也可以进行“记忆储存”,实现人工智能设计,提高金刚石产品产量和质量,Φ54 mm腔体合成金刚石单产稳定地达到220~250克拉/块,最高可达300~320克拉/块以上。 共同点:主要粒度集中在30/45目,金刚石单晶TTI 75%~90%左右,TI 85%~93%以上;不同点:缸径(500-650)mm的压机延时之后可合成3~7mm大单晶,顶锤消耗低于0.5~1kg/万克拉;缸径(700-800)mm的压机延时之后可合成(3~7~10)mm大单晶,顶锤消耗低于0.3 kg/万克拉。 走向成熟 Ф(62~70~75)mm,甚至≥80~90mm,及静态超高压的试验研究与应用(≥30~50万大气压)。
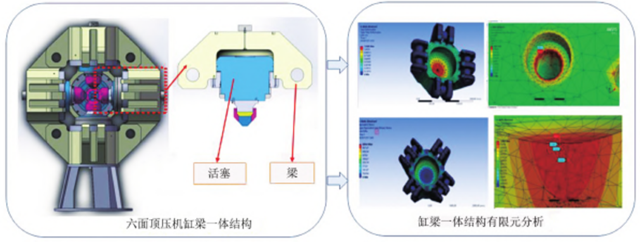
图1 缸梁一体的链梁整体锻造结构
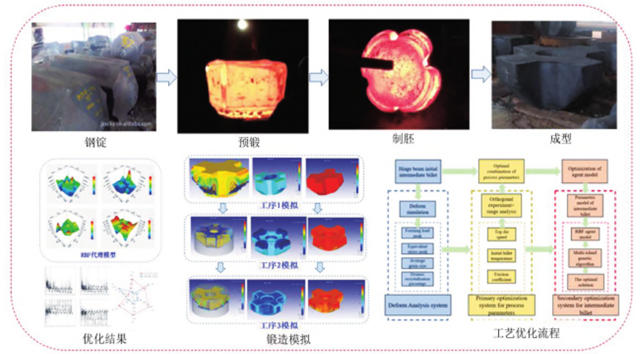
图2 模块化锻造模具与工艺设计技术 随着液压技术的不断发展,六面顶压机装备的液压控制方面也在不断的发展。六面顶压机的动力形式是通过液压油推动活塞,在硬质合金顶锤的锤面形成超高压。传统的增压方式对压力和流量的控制精度低,很难满足有特殊要求的合成工艺。为了实现压力及流量的精细化控制,伺服技术逐渐应用到液压系统中。比如采用伺服电机+齿轮泵的方式补压。压力控制精度可控制到0.05MPa。 1、基于不同的腔体工艺,搭建数学模型对合成进行自动、模糊控制。 2、网络信息化集成系统设计,实现操作、工艺设计及生产管理的高度集成及精益管控,增强对企业核心数据的保护。 3、金刚石压机智能控制技术的执行部件架构优化。 从第一台缸径Φ230 mm压机到现在的缸径Φ800~Φ1000 mm及以上缸径的大型化压机,从接触器控制到现在的智能化控制,压机装备的自动化技术、液压技术、设计制造工艺水平等日渐成熟。中国六面顶压机已成为金刚石合成的主力,支撑着中国金刚石和超硬材料的发展。 以上内容请谨慎参考 本文封面图源自网络,无任何商业用途 本文来源:超硬材料与磨料磨具 |
 |



2026-05-28

2026-05-26

2026-05-25

2026-04-15

2026-03-30


























请发表评论